
Application
Solutions
Solutions
オーエスジーは半導体、自動車、工作機械業界などから求められる樹脂の加工品位向上につながる最適工具、加工技術をご提案します。樹脂の加工は強固な固定が難しく、切削油剤の使用もできないことも多いため、加工品位を向上させることが非常に難しいと言われています。このような環境で良好な加工面品位、ばりや反りのない高品位な加工を高能率で実現する最新の加工技術をご紹介します。
PEEK樹脂のバリ抑制・
高品位加工
30wt%ガラス繊維強化グレードのPEEK樹脂の高能率な削出し加工です。切削負荷の大きい正面切削、エンドミルでのポケット加工をはじめ、φ0.5という小径穴などを高能率に加工します。
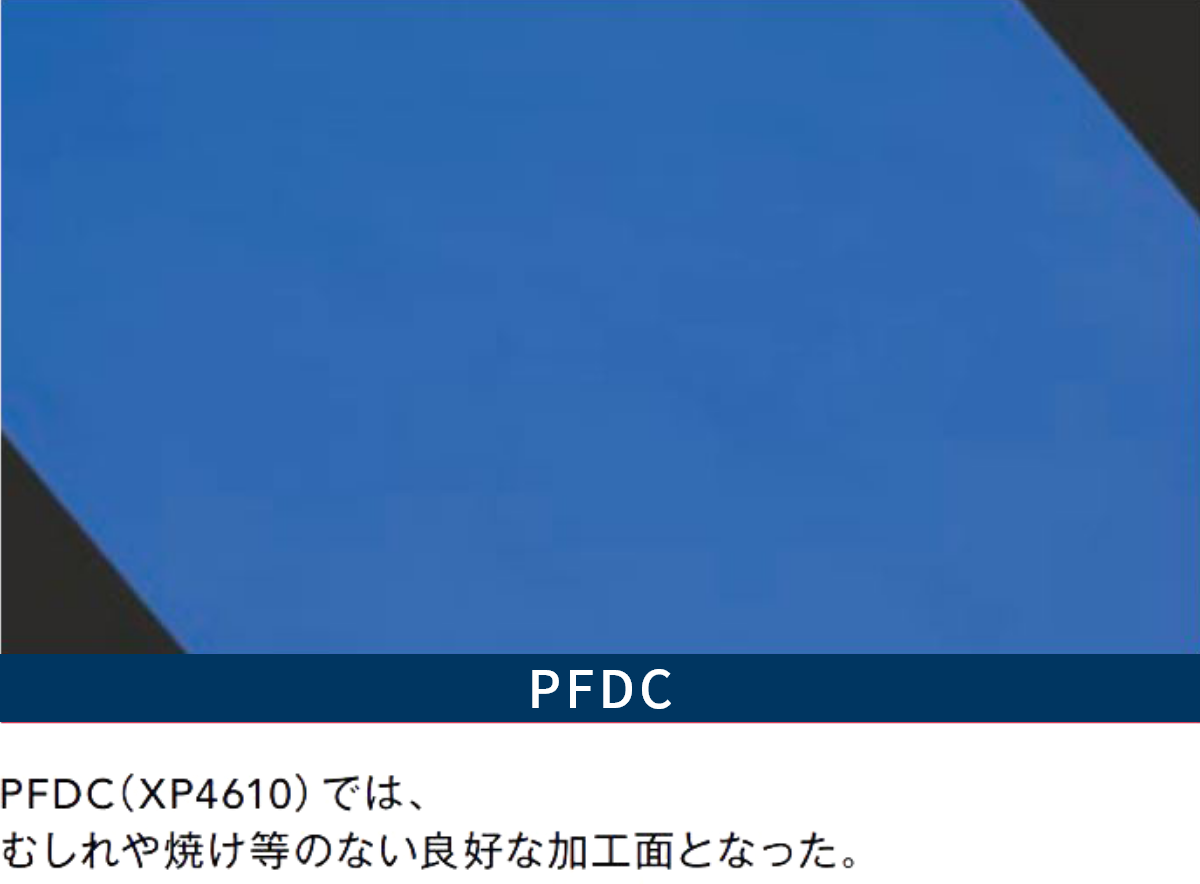
アクリルの高速かつ高品位加工
透明感が求められるアクリル樹脂の正面切削です。軽量かつ、高いバランス等級のディスクカッタPFDCと単結晶ダイヤモンドのインサートとの組合せで、高速で高品位な加工を実現します。
CUTTING DATA
加工事例
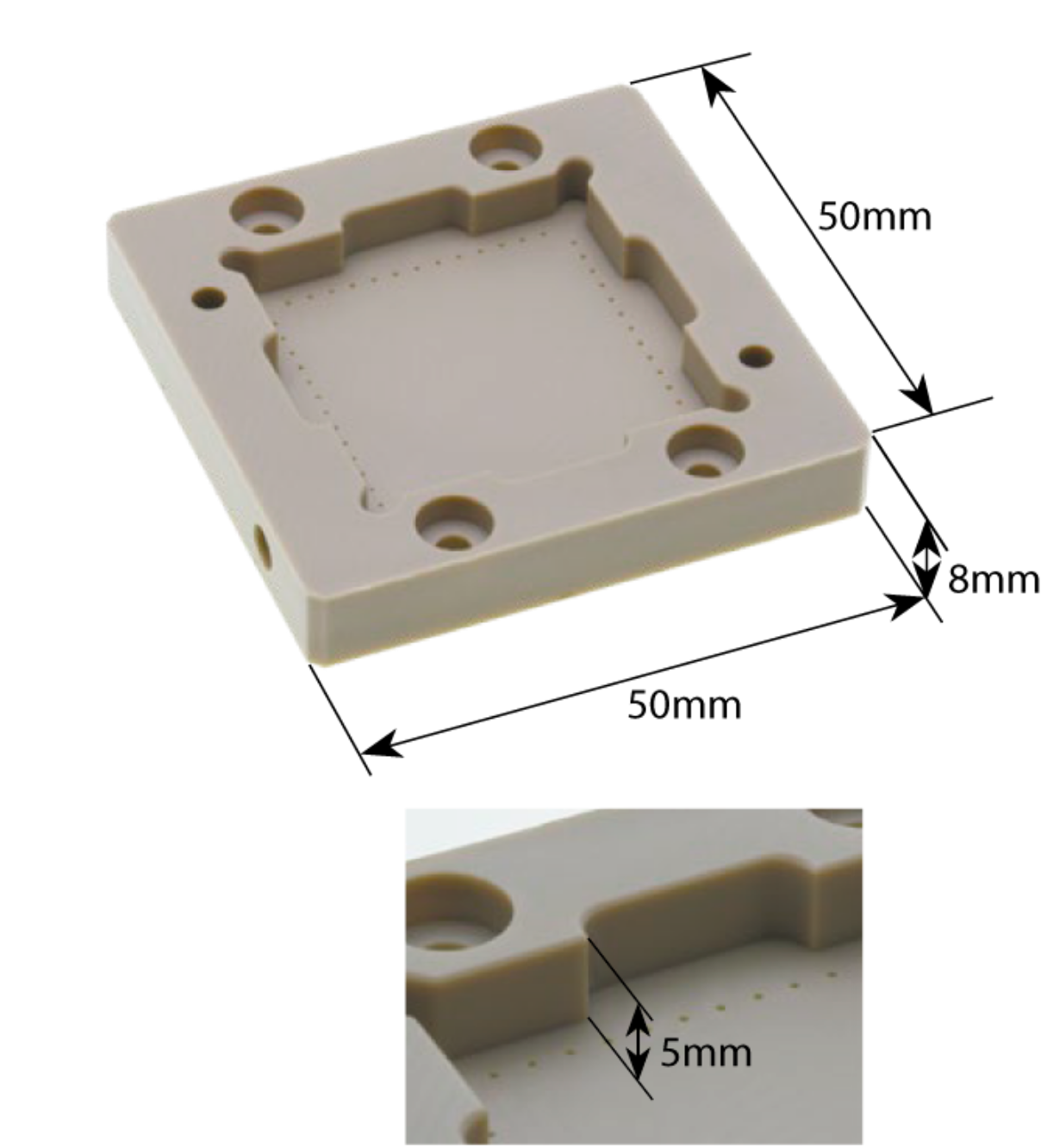
PEEK樹脂
高能率削り出し
[熱可塑性樹脂]
半導体ソケットモデルの加工
- 被削材:PEEK樹脂(30wt%ガラス繊維強化グレード)
- 主軸タイプ:BT30
- 使用機械:立形マシニングセンタ
- 切削油剤:エアブロー
| 使用工具 | 加工方法 | 切削速度 (m/min) |
送り速度 (mm/min) |
切込み深さ | |
|---|---|---|---|---|---|
| ap (mm) |
ae (mm) |
||||
|
ボディ:PFDC09R125M25.4-5(φ125×5刃) インサート:SDHT09T308FR-NM(XP4610) |
平面加工 | 1,000 (2,540min-1) |
838 (0.066mm/t) |
0.9 | 50 |
| AE-TS-N φ10×30 | 外周側面加工 | 60 (1,910min-1) |
375 (0.065mm/t) |
8 | 0.45 |
| DLC-ETL φ3 (特殊品) | 内側荒加工 | 90 (9,550min-1) |
2,865 (0.1mm/t) |
2.4 | 2 |
| DLC-ETL φ2 (特殊品) | 溝加工 | 60 (9,550min-1) |
3,820 (0.13mm/t) |
2.4 | 2 |
| DLC-ETL φ2 (特殊品) | 内側中仕上げ加工 | 60 (9,550min-1) |
3,820 (0.13mm/t) |
0.5 | 1.2 |
| MRS-GDL φ0.5 | ポケット内穴加工 | 10 (6,360min-1) |
95(0.015mm/rev) Step Feed=0.2mm(G73) |
5 | - |
| CA-SCC φ0.8×45°×3 | C0.2面取り加工 | 90 (9,550min-1) |
955 (0.05mm/t) |
0.2 | 0.2 |
| ADF-2D φ6.5 | 座ぐり穴加工 | 40 (1,950min-1) |
390 (0.2mm/rev) |
3 | - |
| EX-SUS-GDS φ3 | 穴加工 | 40 (4,240min-1) |
382(0.09mm/rev) Step Feed=2mm(G73) |
5 | - |
| EX-SUS-GDS φ4 | 穴加工 | 40 (3,180min-1) |
382(0.12mm/rev) Step Feed=2mm(G73) |
5 | - |

[熱可塑性樹脂]
単結晶ダイヤモンドインサートによるアクリル超仕上げ加工
- 使用工具:PFDC09125M22-5 φ125(1枚刃)
- 使用インサート(材種):SDHW09T3ADFR(MCD)特殊品
- 被削材:アクリル
- 切削速度:3,000m/min(7,643min-1)
- 送り速度:382mm/min(0.05mm/rev)
- 切込み深さ:ap=0.02mm ae=100mm
- 切削油剤:なし
- 使用機械:立形マシニングセンタ(BT30)
- 刃数:1枚刃 その他のインサートはバランス取りのため装着

[熱可塑性樹脂]
アクリル(キャスト板)の正面切削加工
- 使用工具:PFDC09R125M22.5(φ125×5刃)
- 使用インサート(材種):SDHT09T308FR-NM(XP4610)
- 被削材:アクリル(キャスト板)
- 切削速度:2,000m/min(5,000min-1)
- 送り速度:762mm/min(0.03mm/t)
- 切込深さ:ap=0.2mm ae=100mm
- 切削方向:ダウンカット
- 切削油剤:エアブロー
- 使用機械:立形マシニングセンタ(BT30)
[熱可塑性樹脂]
MC901(ナイロン)の正面切削加工
- 使用工具:PFDC09R125M22.5(φ125×5刃)
- 使用インサート(材種):SDHT09T308FR-NM(XP4610)
- 被削材:MC901(ナイロン)
- 切削速度:2,750m/min(7,000min-1)
- 送り速度:3,500mm/min(0.1mm/t)
- 切込深さ:ap=0.2mm ae=100mm
- 切削方向:ダウンカット
- 切削油剤:エアブロー
- 使用機械:立形マシニングセンタ(BT30)

PTFE樹脂
高能率加工
[熱可塑性樹脂]
バルブ加工
- 被削材:PTFE樹脂
- 主軸タイプ:BT30
- 使用機械:立形マシニングセンタ
- 切削油剤:エアブロー
| 使用工具 | 加工方法 | 切削速度 (m/min) |
送り速度 (mm/min) |
切込み深さ | |
|---|---|---|---|---|---|
| ap (mm) |
ae (mm) |
||||
| EX-SUS-GDS φ8 | 穴加工 | 40 (1,590min-1) |
382(0.24mm/rev) Step Feed=3mm(G83) |
- | - |
| AE-TS-N φ10×30 | R1/4おねじ部荒加工 | 90 (2,860min-1) |
1,716(0.2mm/t) | 8 | 5 |
| AT-1 9.67×14.7 Rc19 | R1/4-19 おねじ加工 | 80 (2,890min-1) |
723 | 9.71 | - |
| CA-SCC φ0.8×45°×3 | C0.5面取り加工 | 50 (5,300min-1) |
530(0.05mm/t) | 0.5 | 0.5 |
| ADF-2D φ10.9 | 下穴加工 | 40 (1,169min-1) |
383(0.33mm/rev) | 11 | - |
| AT-1 9.67×14.7 Rc19 | Rc1/4-19 めねじ加工 | 80 (2,890min-1) |
723 | 9.4 | - |
| CA-SCC φ0.8×45°×3 | C0.5面取り加工 | 50 (5,300min-1) |
530(0.05mm/t) | 0.5 | 0.5 |
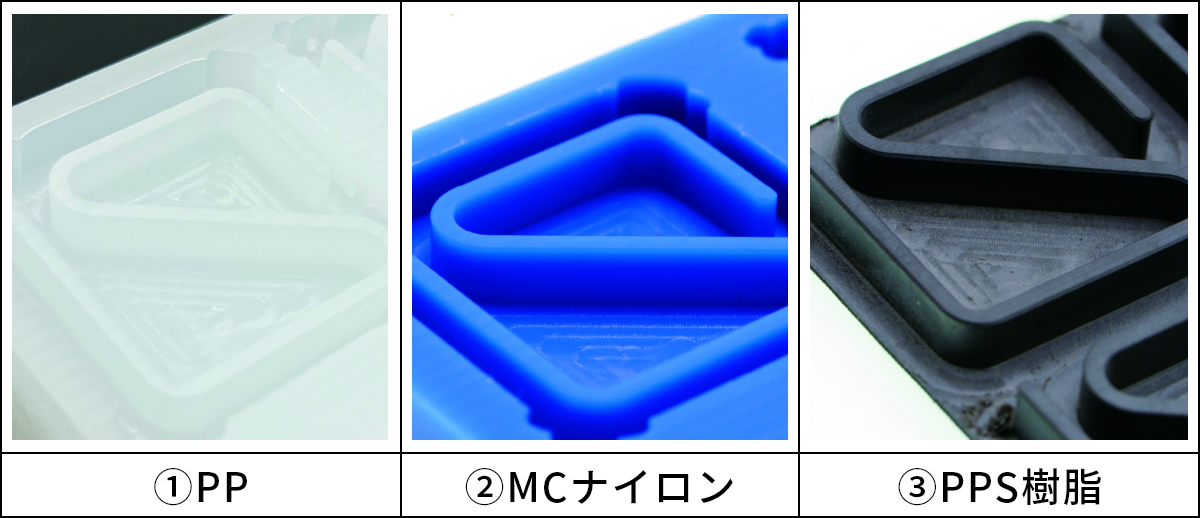
PP樹脂
MCナイロン
PPS樹脂(GF:40wt%)
[熱可塑性樹脂]
高能率・高品位な削り出し形状加工
- 使用工具:AE-TL-N φ3×9-SP
- 被削材:PP樹脂
MCナイロン
スーパーエンプラPPS樹脂(GF:40wt%) - 使用機械:立形マシニングセンタ
- 切削油剤:エアブロー
- ワーク固定方法:両面テープ
| 加工方法 | 突込み加工 | 溝加工 | ポケット加工 | 側面仕上げ加工 |
|---|---|---|---|---|
| 切削速度 | 80m/min (8,500min-1) |
80m/min (8,500min-1) |
80m/min (8,500min-1) |
80m/min (8,500min-1) |
| 送り速度 | 300mm/min (0.035mm/rev) |
2,040mm/min (0.08mm/t) |
2,040mm/min (0.08mm/t) |
1,020mm/min (0.04mm/t) |
| 切込深さ | ap =1mm(5パス)+0.7mm | ap =1mm(5パス)+0.7mm | ap =1mm(5パス)+0.7mm ae =1.5mm |
ap =5.7mm ae =0.3mm |

[熱硬化性樹脂]
紙ベークライトの正面切削加工
- 使用工具:PFDC09R100M22-4(φ100×4刃)
- 使用インサート(材種):SDHT09T308FR-NM(XP4610)
- 被削材:紙ベークライト
- 切削速度:2,200m/min(7,000min-1)
- 送り速度:2,800mm/min(0.1mm/t)
- 切込深さ:ap=0.2mm ae=80mm
- 切削方向:ダウンカット
- 切削油剤:エアブロー
- 使用機械:立形マシニングセンタ(BT30)